日本大金公司为了相应环保新要求,提升DAIFREE氟素脱模对环保的友好性,减少所用原材料对环境的影响负担,更加注重人们的身体健康,现按照世界各国使用原材料的限制的要求,
积极主动改进新的氟素脱模剂配方,现已对全系列DAIFREE脱模剂进行升级,采用对环境及人体影响更小的原料,在吸收多年新应用经验的基础上,全面对旧型号进行配方改良,推出全型的型号
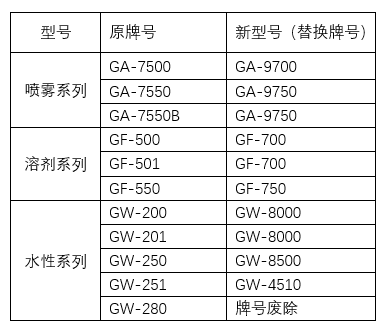
DAIFREE GF-700/GF-750(溶剂型) GW-8000/GW-8500/GW-4510(水性型) GA-9700/GA-9750(喷雾型),原来的
DAIFREE GF-500/GF-501/GF-550 GW-200/GW-201 GW-250/GW-251/GW-280 GA-7500/GA-7550/GA-7550B在库存销售完后不再供应,如果在使用新型号中遇到任何问题,请及时跟我们联系,我们将提供及时周到的回复。新型号与原型号的替换方式如右表: